














The technique of C.A.S.E.™ (Chemically Assisted Surface Enhancement) isotropic superfinishing has been developed for surfaces that require excellent bending and contact fatigue strength with resistance to high loading.
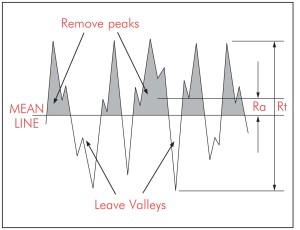
Controlled shot peening is followed by chemical superfinishing which gently removes any metal asperities but retains valleys for optimum oil retention, reducing surface friction and operating temperatures.
 The component is firstly shot peened, which is a cold working process creating multiple indentations in the surface using spherical media called shot. As each indentation is made, the surface will try to yield but is restrained by the substrate, introducing a residual compressive stress and removing any prior manufacturing tensile residual stresses. This proven technique makes the surface resistant to crack initiation and propagation. The intensity and coverage of the shot peening process is carefully specified prior to any work being carried out.
The component is firstly shot peened, which is a cold working process creating multiple indentations in the surface using spherical media called shot. As each indentation is made, the surface will try to yield but is restrained by the substrate, introducing a residual compressive stress and removing any prior manufacturing tensile residual stresses. This proven technique makes the surface resistant to crack initiation and propagation. The intensity and coverage of the shot peening process is carefully specified prior to any work being carried out.
Secondary processing by shot peening (dual peening) at a lower intensity and modified shot size will have the effect of reducing surface roughness and increasing the compressive stress and cold working of the near surface providing additional benefit.
Final machining is then carried out in a controlled and gentle manner using non-abrasive finishing stones together with oxalic acids where the most positive or peak surface areas are progressively removed producing a mirror like finish.
© 2025 Curtiss-Wright Corporation | User agreement | Privacy Policy | Cookies | Sitemap
